PROTOTYPE MOLDS

PROTOTYPE MOLDS ARE USED TO PROVE OUT MOLD ABILITY OF PARTS.
THESE MOLDS ARE USUALLY SMALLER AND USED FOR LOW VOLUME
SAMPLE RUNS.
Key Benefits
1. LOWER COST
2. QUICKER TURN AROUND TIME
3. IF PART IS STILL IN DEVELOPMENT STAGE REVISION COST AND TIMING IS REDUCED
THESE MOLDS ARE USUALLY SMALLER AND USED FOR LOW VOLUME
SAMPLE RUNS.
Key Benefits
1. LOWER COST
2. QUICKER TURN AROUND TIME
3. IF PART IS STILL IN DEVELOPMENT STAGE REVISION COST AND TIMING IS REDUCED
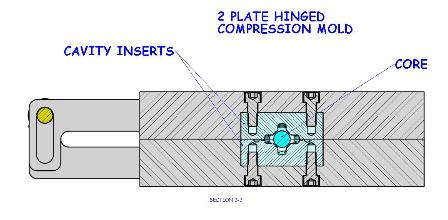
COMPRESSION MOLDS
|
|
COMPRESSION MOLDS TEND TO USE LESS RUBBER
WHEN FILLING CAVITIES. THERE IS NO EXCESS WASTE LIKE
IN TRANSFER POTS OR INJECTION RUNNERS. THERE IS HOWEVER
MORE LABOR INVOLVED IN THE STOCK PREPARATION GETTING
THE SHAPE AND WEIGHT RIGHT TO PRODUCE A GOOD PART.
THESE MOLDS ARE HAND LOADED AND TAKE LONGER
TO CURE WHICH LEADS TO LONGER CYCLE TIMES.
Key Benefits
1. LESS STOCK TO PRODUCE PART
2. SIMPLICITY IN DESIGN
3. LOWER MOLD COST
WHEN FILLING CAVITIES. THERE IS NO EXCESS WASTE LIKE
IN TRANSFER POTS OR INJECTION RUNNERS. THERE IS HOWEVER
MORE LABOR INVOLVED IN THE STOCK PREPARATION GETTING
THE SHAPE AND WEIGHT RIGHT TO PRODUCE A GOOD PART.
THESE MOLDS ARE HAND LOADED AND TAKE LONGER
TO CURE WHICH LEADS TO LONGER CYCLE TIMES.
Key Benefits
1. LESS STOCK TO PRODUCE PART
2. SIMPLICITY IN DESIGN
3. LOWER MOLD COST
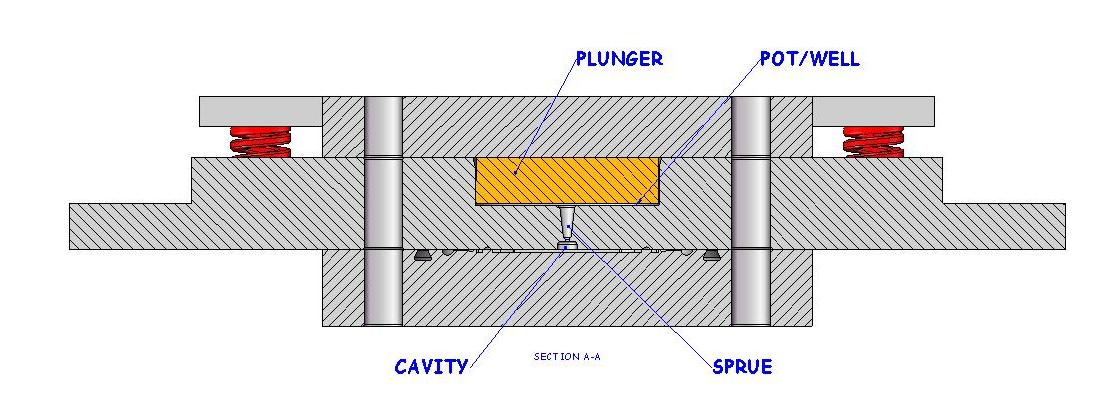
TRANSFER MOLDS
|
|
TRANSFER MOLDS HAVE A POT/STOCK WELL WERE
RAW PRODUCT IS PLACED IN MANUALLY. WHEN MOLD CLOSES
A PLUNGER PUSHES THE PRODUCT THRU SPRUES CUT INTO THE POT
FLOOR AND INTO THE PART CAVITY OR GATING AREA.
Key Benefits
1. EASIER STOCK PREP
2. TIGHTER TOLERANCES ON FINISHED PART
3. LESS FLASH EXTENSION ON PARTING LINE OF PART
RAW PRODUCT IS PLACED IN MANUALLY. WHEN MOLD CLOSES
A PLUNGER PUSHES THE PRODUCT THRU SPRUES CUT INTO THE POT
FLOOR AND INTO THE PART CAVITY OR GATING AREA.
Key Benefits
1. EASIER STOCK PREP
2. TIGHTER TOLERANCES ON FINISHED PART
3. LESS FLASH EXTENSION ON PARTING LINE OF PART
INJECTION MOLDS
|
|
INJECTION MOLDS
HAVE SHORTER CYCLE TIMES DUE TO
THE PREHEATING OF THE RUBBER COMPOUND DURING
INJECTION CYCLE. PLUS THE MOLD CAN BE PUT UNDER
FULL CLAMP PRESSURE TO REDUCE FLASH ON THE PARTING LINES OF MOLD.
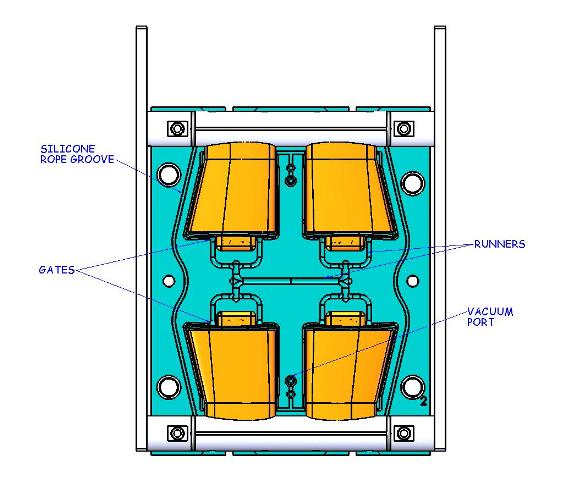
MANY INJECTION MOLDS ARE DESIGNED WITH A VENTING AND COLLECTION
GROOVES TO LET GASES OUT. SOME HAVE VACUUM SYSTEMS TO HELP IN
REMOVING OF TRAPPED AIR AND GASES.
Key Benefits
1. QUICKER CYCLE TIMES
2. LESS FLASH ON PARTING LINES
3. NO CUSTOM STOCK PREP
HAVE SHORTER CYCLE TIMES DUE TO
THE PREHEATING OF THE RUBBER COMPOUND DURING
INJECTION CYCLE. PLUS THE MOLD CAN BE PUT UNDER
FULL CLAMP PRESSURE TO REDUCE FLASH ON THE PARTING LINES OF MOLD.
MANY INJECTION MOLDS ARE DESIGNED WITH A VENTING AND COLLECTION
GROOVES TO LET GASES OUT. SOME HAVE VACUUM SYSTEMS TO HELP IN
REMOVING OF TRAPPED AIR AND GASES.
Key Benefits
1. QUICKER CYCLE TIMES
2. LESS FLASH ON PARTING LINES
3. NO CUSTOM STOCK PREP
COLD RUNNER INJECTION MOLDS

|
|
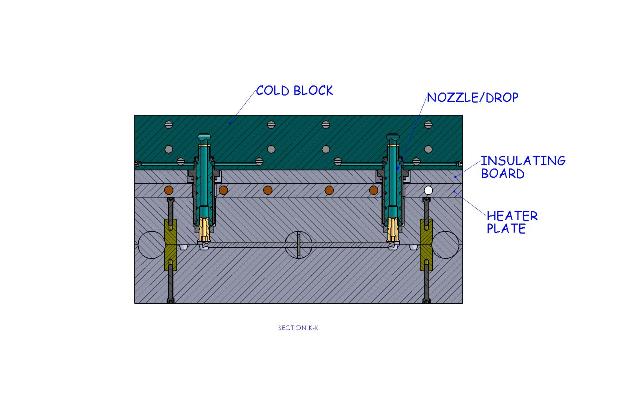
COLD RUNNER IS A FLUID COOLED MANIFOLD THAT RUBBER STOCK
PASSES THRU TO BE PREHEATED AND MAINTAINED AT A CERTAIN TEMPERATURE
BEFORE INJECTING. THE RUBBER PASSES THRU THE BLOCK AND THRU A COOLED
NOZZLE TO PARTING LINE OF MOLD. NOZZLES ARE OFTEN REFERRED TO AS DROPS
AND ARE IN EVEN NUMBERS DEPENDING ON TOOL DESIGN.
THESE MOLDS ARE DESIGNED TO REDUCE WASTED RUBBER IN THE RUNNER SYSTEM.
Key Benefits
1. LESS WASTE/SCRAP MATERIAL
2. SHORTER CYCLE TIMES
PASSES THRU TO BE PREHEATED AND MAINTAINED AT A CERTAIN TEMPERATURE
BEFORE INJECTING. THE RUBBER PASSES THRU THE BLOCK AND THRU A COOLED
NOZZLE TO PARTING LINE OF MOLD. NOZZLES ARE OFTEN REFERRED TO AS DROPS
AND ARE IN EVEN NUMBERS DEPENDING ON TOOL DESIGN.
THESE MOLDS ARE DESIGNED TO REDUCE WASTED RUBBER IN THE RUNNER SYSTEM.
Key Benefits
1. LESS WASTE/SCRAP MATERIAL
2. SHORTER CYCLE TIMES